| ���y����ˮ�������Ԫ����������V�����\(y��n)���ڸ��Nˮ���ƭh(hu��n)��������ͨ���y���������Ʒһ���ԣ��ͺϸ��ʶ����^�ߵ�Ҫ���������Ԅӻ��M�b�C(j��)���Դ����˹�������a(ch��n)Ч������������C�a(ch��n)Ʒ�ĺϸ��������
���yȫ�ԄӽM�b���\(y��n)�ýM�b�ֽ⼼�g(sh��)������������������_�����������O(sh��)���������Ԅәz�y��λ�����ɸ�Ч����ɽM�b�����C�ϸ�Ʒ���ϵij�Ʒ��������a(ch��n)Ч�ʿ��_(d��)5��һ����
���yȫ�ԄӽM�b�C(j��)������һ���Ԅӷֶȵ�10��λ�D(zhu��n)�P��һ���Ԅӷֶȵ�8��λ�D(zhu��n)�P������2���ÿ������ϵ�y(t��ng)��9���Ԅ����ϙC(j��)��(g��u)�����N���ܹ�λ���������M�b���a(ch��n)Ʒ���ԙz���ܣ��a(ch��n)Ʒ�ij�Ʒ�ʸ��������
���ˌ������������ܷ�Ȧ������ɵȣ����y�w������������(y��ng)���������b�ú�(sh��)�F(xi��n)�ԄӽM�b�����o�Լ���Ʒ�z�y���������C(j��)�����������˹����c������ֻ����ϡ������y�w���˹��[�P�����������ӱP�����Լ�ǰ�˼������C(j��)���������ς}�a(b��)���b���������
���yȫ�ԄӽM�b�C(j��)�����Ԅӳ�����������N��(b��o)����ʾ������˲�����Ч�ʼ���(zh��n)�_������
���y�Y(ji��)��(g��u)���£�
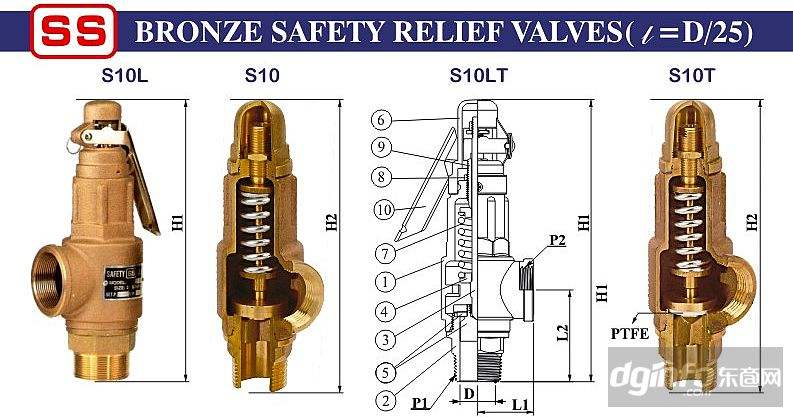

���y�ԄӽM�b���a(ch��n)����Ҫ������λ����
��̖�C(j��)����߅���阌�y�yо���ɣ�
1̖��λ�����P������Ԅ����Ϲ�λ
���ô������Ϸ�ʽ�������Ԅӷ��ϣ��Ԅ�����
2̖��λ-----���z�����Ԅ����Ϲ�λ
�����ӱP�����z�����������кú���������C(j��)е����λ������1��λ��������
3̖��λ-----�������Ԅ����Ϲ�λ
�����ӱP�����������кúC(j��)е����λ������2��λ�������
4̖��λ--------�ܷ�Ȧ1�Ԅ����Ϲ�λ
�����ӱP���ܷ�Ȧ1�������кú������C(j��)е����λ������3��λ������
5̖��λ--------�ܷ�Ȧ2�Ԅ����Ϲ�λ
�����ӱP���ܷ�Ȧ2���кú��������C(j��)е����λ������5��λ��������
6̖��λ-------�ܷ�Ȧ3�Ԅ����Ϲ�λ
�����ӱP���ܷ�Ȧ3���кúC(j��)е����λ������6��λ�������˹�λ�z�y�y�U��O��Ȧ�Ƿ��������_������Ϳ��O��Ȧ�����
7̖��λ-------���͙z�y��λ
�˹�λ�z�y�y�U��O��Ȧ�Ƿ��������_����Ϳ��O��Ȧ�������
8̖��λ-----�y�w�Ԅ����Ϲ�λ
�y�w������ӱP�Ԅӹ�������C(j��)е������ץȡ�������������A�P���������
9̖��λ-----�ϸ�Ʒ�Ԅ����Ϲ�λ
�˹�λ���ѽM�b�ϸ��ǰ�����Ʒ�D(zhu��n)����ݔ�͎��ϲ�����2̖�C(j��)���Ϲ�λ
10̖��λ-----�ºϸ�Ʒ���Ϲ�λ
���鲻�ϸ�Ʒ�t��ԓ��λ����
2̖�C(j��)����߅���阌�y�y�w���ɣ�
1̖��λ-----ݔ�͎��ϰ��Ʒ�Ԅ����Ϲ�λ
��ݔ�͎����������кúC(j��)е������������1��λ�ϣ�������(sh��)�F(xi��n)180�ȷ��D(zhu��n)���������
2̖��λ-----����Ԅ����Ϲ�λ
�Ɍ��I(y��)©����������кú������C(j��)е������������2��λ��������
3̖��λ--------�����Ԅ����Ϲ�λ
�����ӱP���������кúC(j��)е������������3��λ��������
4̖��λ--------�ܷ�Ȧ�Ԅ����Ϲ�λ
�����ӱP���ܷ�Ȧ���кúC(j��)е������������4��λ�ϲ����o������
5̖��λ------�A(y��)�o��λ
ᘌ��a(ch��n)Ʒ���ܵĶ�Ԫ���A(y��)���ĉ��o��λ��
6̖��λ------�z�y��λ
���ܙz�y������Д�ϸ��c��
7̖��λ------�ϸ�Ʒ���Ϲ�λ
��K�ϸ�Ʒ���ڴ˹�λ���������������������ò��M(j��n)ͬ��Ƥ�������b��ʽ���A(y��)���ӿڽӺ���ԄӔQ�U����
8̖��λ-----�ºϸ�Ʒ���Ϲ�λ
|
 0574-86175138
0574-86175138