| śīķyū„×ķ╦«┴„┐žųŲŅÉ(l©©i)į¬╝■�����Ż¼ÅVĘ║Ąž▀\(y©┤n)ė├ė┌Ė„ĘN╦«┐žųŲŁh(hu©ón)Š│����ĪŻ═©│ŻķyŅÉ(l©©i)┴Ń╝■ī”(du©¼)Ųõ│╔ŲĘę╗ų┬ąįŻ¼║═║ŽĖ±┬╩Č╝ėą▌^Ė▀Ą─ę¬Ū¾��Ż¼Č°ūįäė(d©░ng)╗»ĮMčbÖC(j©®)┐╔ęį┤·╠µ╚╦╣ż╠ßĖ▀╔·«a(ch©Żn)ą¦┬╩�����Ż¼▒ŻūC«a(ch©Żn)ŲĘĄ─║ŽĖ±┬╩��ĪŻ
śīķy╚½ūįäė(d©░ng)ĮMčbŠĆ▀\(y©┤n)ė├ĮMčbĘųĮŌ╝╝ąg(sh©┤)�Ż¼īóĖ„éĆ(g©©)╣żą“Ęųķ_(k©Īi)▓┘ū„Ż¼▓óįO(sh©©)ų├ėąČÓéĆ(g©©)ūįäė(d©░ng)Öz£y(c©©)╣ż╬╗�Ż¼┐╔Ė▀ą¦Ąž═Ļ│╔ĮMčb▓ó▒ŻūC║ŽĖ±ŲĘ│÷┴ŽĄ─│╔ŲĘ┬╩Ż¼╔·«a(ch©Żn)ą¦┬╩┐╔▀_(d©ó)5├ļę╗╝■���ĪŻ
śīķy╚½ūįäė(d©░ng)ĮMčbÖC(j©®)░³║¼ėąę╗éĆ(g©©)ūįäė(d©░ng)ĘųČ╚Ą─10╣ż╬╗▐D(zhu©Żn)▒P(p©ón)║═ę╗éĆ(g©©)ūįäė(d©░ng)ĘųČ╚Ą─8╣ż╬╗▐D(zhu©Żn)▒P(p©ón)�Ż¼2╠ūīŻ(zhu©Īn)ė├┐žųŲļŖŲ„ŽĄĮy(t©»ng)Ż¼9╠ūūįäė(d©░ng)╔Ž┴ŽÖC(j©®)śŗ(g©░u)╝░Ė„ĘN╣”─▄╣ż╬╗�����ĪŻ╦∙ĮMčb│÷«a(ch©Żn)ŲĘĦūįÖz╣”─▄�Ż¼«a(ch©Żn)ŲĘĄ─│╔ŲĘ┬╩Ė▀����ĪŻ
╣ż╚╦īó╣ż╝■Ż©░³└©├▄ĘŌ╚”Ż¼ÅŚ╗╔Ą╚Ż©│²ķy¾wŻ®Ż®Ę┼╚ļŽÓæ¬(y©®ng)šäė(d©░ng)╦═┴Žčbų├║¾����Ż¼īŹ(sh©¬)¼F(xi©żn)ūįäė(d©░ng)ĮMčbŻ¼ē║Šoęį╝░│╔ŲĘÖz£y(c©©)Ž┬┴Ž�����Ż¼ÖC(j©®)Ų„╣żū„▓╗ė├╚╦╣żģó┼c���Ż¼ų╗ąĶ╝ė┴Ž�����ĪŻŲõųąķy¾w×ķ╚╦╣żö[▒P(p©ón)╔Ž┴Ž╗“▓╔ė├š±äė(d©░ng)▒P(p©ón)╦═┴Žęį╝░Ū░Č╦╝ė╠ß╔²ÖC(j©®)╦═┴Žū„×ķ┴Žé}(c©Īng)ča(b©│)┴Žčbų├�����ĪŻ
śīķy╚½ūįäė(d©░ng)ĮMčbÖC(j©®)░³║¼ūįäė(d©░ng)│╠ą“�����Ż¼╝░Ė„ĘNł¾(b©żo)Š»╠ß╩Š���Ż¼╠ßĖ▀┴╦▓┘ū„Ą─ą¦┬╩╝░£╩(zh©│n)┤_ąį��ĪŻ
śīķyĮY(ji©”)śŗ(g©░u)╚ńŽ┬Ż║
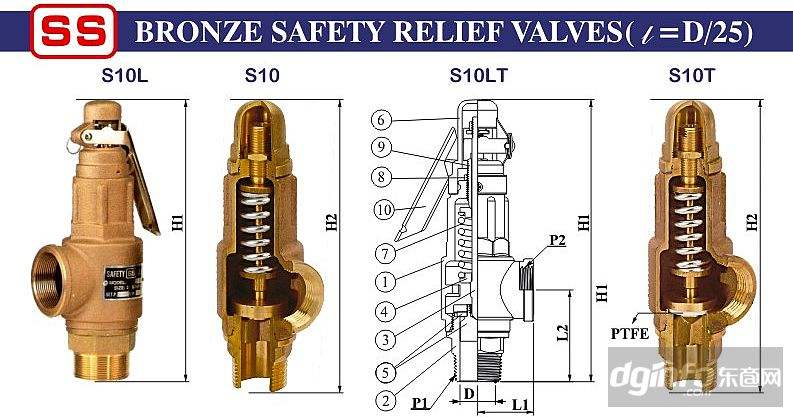

śīķyūįäė(d©░ng)ĮMčb╔·«a(ch©Żn)ŠĆų„ę¬╣żū„╣ż╬╗╣”─▄
ó┘╠¢(h©żo)ÖC(j©®)Ż©ėę▀ģŻ®×ķśīķyķyąŠ┐é│╔Ż║
1╠¢(h©żo)╣ż╬╗Ż║▓╗õPõōŪ“ū∙ūįäė(d©░ng)╔Ž┴Ž╣ż╬╗
▓╔ė├┤«┴Ž╔Ž┴ŽĘĮ╩Į�Ż¼ūįäė(d©░ng)Ęų┴Ž�����Ż¼ūįäė(d©░ng)╦═┴Ž
2╠¢(h©żo)╣ż╬╗-----╦▄─zŪ“ū∙ūįäė(d©░ng)╔Ž┴Ž╣ż╬╗
ė╔šäė(d©░ng)▒P(p©ón)īó╦▄─zŪ“ū∙╣ż╝■┼┼┴ą║├║¾��Ż¼ÖC(j©®)ąĄ╩ųīó╣ż╬╗ęŲįįų┴1╣ż╬╗╔Ž�����ĪŻ
3╠¢(h©żo)╣ż╬╗-----ųąą─ų∙ūįäė(d©░ng)╔Ž┴Ž╣ż╬╗
ė╔šäė(d©░ng)▒P(p©ón)īóųąą─ų∙┼┼┴ą║├║¾����Ż¼ÖC(j©®)ąĄ╩ųīó╣ż╬╗ęŲįįų┴2╣ż╬╗╔Ž��ĪŻ
4╠¢(h©żo)╣ż╬╗--------├▄ĘŌ╚”1ūįäė(d©░ng)╔Ž┴Ž╣ż╬╗
ė╔šäė(d©░ng)▒P(p©ón)īó├▄ĘŌ╚”1╣ż╝■┼┼┴ą║├║¾��Ż¼ÖC(j©®)ąĄ╩ųīó╣ż╬╗ęŲįįų┴3╣ż╬╗╔Ž�ĪŻ
5╠¢(h©żo)╣ż╬╗--------├▄ĘŌ╚”2ūįäė(d©░ng)╔Ž┴Ž╣ż╬╗
ė╔šäė(d©░ng)▒P(p©ón)īó├▄ĘŌ╚”2┼┼┴ą║├║¾��Ż¼ÖC(j©®)ąĄ╩ųīó╣ż╬╗ęŲįįų┴5╣ż╬╗╔Ž����ĪŻ
6╠¢(h©żo)╣ż╬╗-------├▄ĘŌ╚”3ūįäė(d©░ng)╔Ž┴Ž╣ż╬╗
ė╔šäė(d©░ng)▒P(p©ón)īó├▄ĘŌ╚”3┼┼┴ą║├║¾���Ż¼ÖC(j©®)ąĄ╩ųīó╣ż╬╗ęŲįįų┴6╣ż╬╗╔Ž���ĪŻ┤╦╣ż╬╗Öz£y(c©©)ķyŚU╔ŽOą═╚”╩Ūʱ╔Ž┴Žš²┤_Ż¼ė══┐į┌Oą═╚”╔Ž�ĪŻ
7╠¢(h©żo)╣ż╬╗-------╔Žė═Öz£y(c©©)╣ż╬╗
┤╦╣ż╬╗Öz£y(c©©)ķyŚU╔ŽOą═╚”╩Ūʱ╔Ž┴Žš²┤_Ż¼ė══┐į┌Oą═╚”╔Ž��ĪŻ
8╠¢(h©żo)╣ż╬╗-----ķy¾wūįäė(d©░ng)╔Ž┴Ž╣ż╬╗
ķy¾w▓╔ė├š±äė(d©░ng)▒P(p©ón)ūįäė(d©░ng)╣®┴Ž�����Ż¼ÖC(j©®)ąĄ╩ųę└┤╬ūź╚Ī╣ż╝■▓óęŲįįų┴łA▒P(p©ón)╔ŽĪŻ
9╠¢(h©żo)╣ż╬╗-----║ŽĖ±ŲĘūįäė(d©░ng)Ž┬┴Ž╣ż╬╗
┤╦╣ż╬╗īóęčĮMčb║ŽĖ±Ą─Ū░Ą└░ļ│╔ŲĘ▐D(zhu©Żn)ęŲų┴▌ö╦═Ħ╔Ž▓ó╦═ų┴2╠¢(h©żo)ÖC(j©®)╔Ž┴Ž╣ż╬╗
10╠¢(h©żo)╣ż╬╗-----Ž┬║ŽĖ±ŲĘŽ┬┴Ž╣ż╬╗
╚¶×ķ▓╗║ŽĖ±ŲĘätį┌įō╣ż╬╗Ž┬┴Ž
2╠¢(h©żo)ÖC(j©®)Ż©ū¾▀ģŻ®×ķśīķyķy¾w┐é│╔Ż║
1╠¢(h©żo)╣ż╬╗-----▌ö╦═Ħ╔Ž░ļ│╔ŲĘūįäė(d©░ng)╔Ž┴Ž╣ż╬╗
ė╔▌ö╦═Ħīó╣ż╝■┼┼┴ą║├║¾�Ż¼ÖC(j©®)ąĄ╩ųīó╣ż╝■ęŲįįų┴1╣ż╬╗╔ŽŻ©╣ż╝■īŹ(sh©¬)¼F(xi©żn)180Č╚ĘŁ▐D(zhu©Żn)Ż®ĪŻ
2╠¢(h©żo)╣ż╬╗-----õōųķūįäė(d©░ng)╔Ž┴Ž╣ż╬╗
ė╔īŻ(zhu©Īn)śI(y©©)┬®ČĘīóõōųķ┼┼┴ą║├║¾����Ż¼ÖC(j©®)ąĄ╩ųīó╣ż╝■ęŲįįų┴2╣ż╬╗╔ŽĪŻ
3╠¢(h©żo)╣ż╬╗--------ÅŚ╗╔ūįäė(d©░ng)╔Ž┴Ž╣ż╬╗
ė╔šäė(d©░ng)▒P(p©ón)īóÅŚ╗╔┼┼┴ą║├║¾��Ż¼ÖC(j©®)ąĄ╩ųīó╣ż╝■ęŲįįų┴3╣ż╬╗╔Ž���ĪŻ
4╠¢(h©żo)╣ż╬╗--------├▄ĘŌ╚”ūįäė(d©░ng)╔Ž┴Ž╣ż╬╗
ė╔šäė(d©░ng)▒P(p©ón)īó├▄ĘŌ╚”┼┼┴ą║├║¾�Ż¼ÖC(j©®)ąĄ╩ųīó╣ż╝■ęŲįįų┴4╣ż╬╗╔Ž▓óē║Šo��ĪŻ
5╠¢(h©żo)╣ż╬╗------ŅA(y©┤)┴¶ē║Šo╣ż╬╗
ßśī”(du©¼)«a(ch©Żn)ŲĘ┐╔─▄Ą─ČÓį¬╗»ŅA(y©┤)┴¶Ą─ē║Šo╣ż╬╗����ĪŻ
6╠¢(h©żo)╣ż╬╗------Öz£y(c©©)╣ż╬╗
ÜŌ├▄Öz£y(c©©)Ż¼┼ąöÓ║ŽĖ±┼cʱ
7╠¢(h©żo)╣ż╬╗------║ŽĖ±ŲĘŽ┬┴Ž╣ż╬╗
ūŅĮK║ŽĖ±ŲĘīóį┌┤╦╣ż╬╗Ž┬┴Ž���Ż¼│§▓ĮĘĮ░Ė▓╔ė├▓Į▀M(j©¼n)═¼▓ĮŲżÄ¦Ä¦╣żčbĘĮ╩Į��Ż¼ŅA(y©┤)┴¶Įė┐┌Įė║¾Ą└ūįäė(d©░ng)öQŚU╣żą“
8╠¢(h©żo)╣ż╬╗-----Ž┬║ŽĖ±ŲĘŽ┬┴Ž╣ż╬╗
╚¶×ķ▓╗║ŽĖ±ŲĘätį┌įō╣ż╬╗ Ž┬┴Ž
|
 0574-86175138
0574-86175138