�Ԅ�(d��ng)�M�b�C(j��)��ȫ�Ԅ�(d��ng)�M���b��C(j��)���m�����Ԅ�(d��ng)���������Ԅ�(d��ng)���o�ݽz�����Ԅ�(d��ng)�z�y��������Ԅ�(d��ng)���b�ȽM���b�乤ˇҪ��Ĉ�����������V����(y��ng)������܇�㲿���������Ӯa(ch��n)Ʒ������������l(w��i)�����������С�ͼ��������늄�(d��ng)���ߵȮa(ch��n)Ʒ���Ԅ�(d��ng)�M�b��������w��ˇ�����M�b������������l�����������λ�O(sh��)�õȸ���(j��)�͑���Ҫ���O(sh��)Ӌ(j��)����
�Ԅ�(d��ng)�M�b�C(j��)��ȫ�Ԅ�(d��ng)�M���b��C(j��)�������ܽ�B��
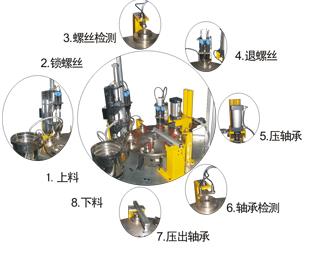
��λһ�������Ϲ�λ���������˹����������ù����A�o�C(j��)��(g��u)�A�o������������D(zhu��n)�C(j��)��(g��u)���빤λ���������
��λ�������Ԅ�(d��ng)���ݽz�C(j��)��(g��u)�������ɴ��b����űP���(d��ng)����C(j��)��(g��u)��������ɴűP���(d��ng)����ăɂ�(g��)����������ÿ��ݔ���ɂ�(g��)�ݽz�����ϙC(j��)��(g��u)���������ϙC(j��)��(g��u)���ɂ�(g��)�ݽzͬ�r(sh��)�����i�ݽz�C(j��)��(g��u)���i�z�^��������i�z�C(j��)��(g��u)��(j��ng)PLCָ���������i�z�^��(j��ng)��������\(y��n)��(d��ng)������ɚ��(d��ng)�ݽz�����ɂ�(g��)�ݽz���빤����(n��i)������λ�������wԭλ�����������D(zhu��n)�C(j��)��(g��u)����λ��������λ���z�y��λ�����
��λ�����z�y�C(j��)��(g��u)�������ɚ����(d��ng)�ɂ�(g��)�����������\(y��n)��(d��ng)������������z�y�����Ƿ��Пo�ݽz���빤�������Ƿ�λ��������й����]�������ݽz��λ������̖(h��o)����PLCָ���µ���λֹͣ�������������λ��������(d��ng)���wԭλ��������������D(zhu��n)�C(j��)��(g��u)������������λ�ġ�
��λ������������ݽz�C(j��)��(g��u)�������ɚ����(d��ng)���(d��ng)�ݽz�������\(y��n)��(d��ng)�����������ݽz�����ɚ��(d��ng)�ݽz�����������ݽz�����������λ�wԭλ�������D(zhu��n)�C(j��)��(g��u)������������λ�������
��λ�塢�������b�C(j��)��(g��u)���˹��������빤�������ς}��(n��i)����������ɂ�(g��)�����Ԅ�(d��ng)�����b�Ì������Ԅ�(d��ng)����؛���b��λ�������������֧�Κ������֧����������ω���������\(y��n)��(d��ng)���������������ָ��λ�ã����b�C(j��)��(g��u)�wԭλ��������D(zhu��n)�C(j��)��(g��u)���������ù�λ�������
��λ���������z�y�C(j��)��(g��u)������ͬ��λ����
��λ����������������C(j��)��(g��u)���������϶�λ�������ɶ�λ�K������֧�ζ�λ����������������\(y��n)��(d��ng)�����빤��픳����������C(j��)��(g��u)�wԭλ�������D(zhu��n)�C(j��)��(g��u)������������λ������������Ϲ�λ�������
��λ����������Ϲ�λ����
���ܽ�B��
1. ����(j��)���M�b��������ͬ��������O(sh��)�ö���(g��)��λ�����D(zhu��n)�C(j��)��(g��u)���gЪ�\(y��n)��(d��ng)��M��������ĽM�b����������繤���c�������ݽz�̶�����������ݽz�z�y�����飨M3-M8�����L�Ȟ�5-30mm�����
2. �����c�������b�����b��λ�õęz�y�������������������λ�ã���������������b���飺50-500kg�����������λ�þ��Ȟ�0.1mm�����
3. �ݽz���o������ÿ��(g��)��λ��4-6��/������������b��λ����(j��)������ͬ��s��4-8��/�������
4. �O(sh��)����380V늉��������0.2-1.5KW������Դ0.5-0.6Mpa�����
�Ԅ�(d��ng)�M�b�C(j��)��ȫ�Ԅ�(d��ng)�M���b��C(j��)��ҕ�l���pһ��
�Ԅ�(d��ng)�M�b�C(j��)��ȫ�Ԅ�(d��ng)�M���b��C(j��)��ҕ�l���p����
�Ԅ�(d��ng)�M�b�C(j��)��ȫ�Ԅ�(d��ng)�M���b��C(j��)��ҕ�l���p����
|

 0574-86175138
0574-86175138

