ę╗���ĪóįO(sh©©)éõĖ┼╩÷
▒ŠÖC(j©®)ų„ę¬╩Ūßśī”(du©¼)ē║┴”▒Ēūįäė(d©░ng)ĮMčbČ°ķ_░l(f©Ī)Ą─ÖC(j©®)Ų„�Ż¼ÖC(j©®)Ų„į┌╚╦╣ż╝ė┴Ž║¾┐╔ęįīŹ(sh©¬)¼F(xi©żn)╚½ūįäė(d©░ng)ĮMčb�����Ż¼Öz£y(c©©)╝░Ž┬┴Ž����Ż¼ą¦┬╩Ė▀ĪŻ
Č■����ĪóĮMčbę¬Ū¾
╣ż╚╦╩ųäė(d©░ng)īó╣ż╝■Ż©ÖC(j©®)ąŠŻ®Ę┼╚ļ╣żčbā╚(n©©i)║¾Ż¼ŲõėÓ╣ż╝■Ą╣╚ļšäė(d©░ng)▒Pā╚(n©©i)åóäė(d©░ng)║¾�����Ż¼īŹ(sh©¬)¼F(xi©żn)ūįäė(d©░ng)ĮMčb����Ż¼Öz£y(c©©)╝░Ž┬┴ŽŻ¼ÖC(j©®)Ų„╣żū„▓╗ė├╚╦╣żģó┼c�Ż¼ų╗ąĶ╝ė┴Ž��ĪŻ
╚²�����Īóš¹ÖC(j©®)▓╝Šų
š¹ÖC(j©®)ŅA(y©┤)ėŗ(j©¼)š╝Ąž├µĘe×ķ1700X1700mm²
éõūó
ÜŌį┤Ż║0.4-0.9MPA
ļŖį┤Ż║AC220V
ą¦┬╩Ż║<7├ļ├┐╝■
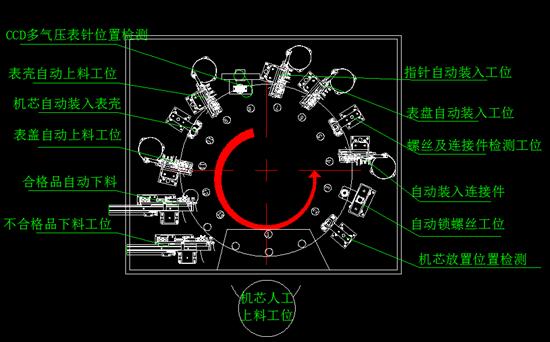
╦─����Īóų„ę¬╣żū„╣ż╬╗
1╠¢(h©żo)╣ż╬╗----╚╦╣ż╔Ž┴Ž╣ż╬╗
ė╔╚╦╣żčbÖC(j©®)ąŠĘ┼╚ļłA╣ż╬╗╔Ž�����Ż¼▓ó£╩(zh©│n)┤_Č©╬╗���ĪŻ
2╠¢(h©żo)╣ż╬╗------ÖC(j©®)ąŠ╬╗ų├Öz£y(c©©)
ī”(du©¼)╣ż╚╦╔Ž┴ŽĄ─ÖC(j©®)ąŠ▀M(j©¼n)ąą╬╗ų├Öz£y(c©©)���Ż¼Ę└ų╣╚╦╣żĘ┼Õe(cu©░)│÷¼F(xi©żn)Ą─ÖC(j©®)Ų„š`čbĪŻ
3╠¢(h©żo)╣ż╬╗-----ūįäė(d©░ng)µi┬▌Įz╣ż╬╗
į┌┤╦╣ż╬╗ī”(du©¼)ÖC(j©®)ąŠ╔Žļp┬▌Įz▀M(j©¼n)ąąµiČ©
4╠¢(h©żo)╣ż╬╗-----▀BĮė╝■ūįäė(d©░ng)╔Ž┴Ž╣ż╬╗
╣ż╝■ė╔šäė(d©░ng)▒P┼┼┴ą║├║¾�Ż¼ė╔ÖC(j©®)ąĄ╩ųęŲįįų┴4╠¢(h©żo)╣ż╬╗╔Ž═Ļ│╔ĮMčbĪŻ
5╠¢(h©żo)╣ż╬╗-----┬▌Įz╝░▀BĮė╝■Öz£y(c©©)╣ż╬╗
į┌┤╦╣ż╬╗ī”(du©¼)┬▌Įz╝░ÖC(j©®)ąŠ▀BĮė╝■Ą─░▓čb▀M(j©¼n)ąąÖz£y(c©©)���Ż¼┤_▒Żø]ėąå¢Ņ}�ĪŻ
6╠¢(h©żo)╣ż╬╗-----▒Ē▒Pūįäė(d©░ng)╔Ž┴Ž╣ż╬╗
╣ż╝■ė╔šäė(d©░ng)▒P┼┼┴ą║├║¾�Ż¼ė╔ÖC(j©®)ąĄ╩ųęŲįįų┴6╠¢(h©żo)╣ż╬╗╔Ž═Ļ│╔ĮMčb��ĪŻ
7╠¢(h©żo)╣ż╬╗-----▒Ēßśūįäė(d©░ng)╔Ž┴Ž╣ż╬╗
╣ż╝■ė╔šäė(d©░ng)▒P┼┼┴ą║├║¾��Ż¼ė╔ÖC(j©®)ąĄ╩ųęŲįįų┴7╠¢(h©żo)╣ż╬╗╔Ž═Ļ│╔ĮMčbĪŻ
8╠¢(h©żo)╣ż╬╗-----▒Ēßś╬╗ų├CCDńRŅ^Öz£y(c©©)╣ż╬╗
ī”(du©¼)▒Ēßś╬╗ų├▀M(j©¼n)ąą╣ŌīW(xu©”)Öz£y(c©©)���Ż¼┐╔ĘųÜŌē║Č╬▀M(j©¼n)ąąÖz£y(c©©)��Ż¼┤_▒Ż▒Ēßś░▓čb£╩(zh©│n)┤_����ĪŻ
9╠¢(h©żo)╣ż╬╗-----▒ĒÜżūįäė(d©░ng)╔Ž┴Ž╣ż╬╗
╣ż╝■ė╔šäė(d©░ng)▒P┼┼┴ą║├║¾�Ż¼ė╔ÖC(j©®)ąĄ╩ųęŲįįų┴9╠¢(h©żo)╣ż╬╗╔Ž═Ļ│╔ĮMčbĪŻ
10╠¢(h©żo)╣ż╬╗-----ÖC(j©®)ąŠ│╔ŲĘčb╚ļ▒ĒÜż╣ż╬╗
į┌┤╦╣ż╬╗īóÖC(j©®)ąŠ│╔ŲĘčb╚ļ▒ĒÜżā╚(n©©i)�Ż¼═Ļ│╔ĮMčbĪŻ
11╠¢(h©żo)╣ż╬╗-----▒Ē╔wūįäė(d©░ng)╔Ž┴Ž╣ż╬╗
╣ż╝■ė╔šäė(d©░ng)▒P┼┼┴ą║├║¾���Ż¼ė╔ÖC(j©®)ąĄ╩ųęŲįįų┴11╠¢(h©żo)╣ż╬╗╔Ž═Ļ│╔ĮMčb����ĪŻ
12╠¢(h©żo)╣ż╬╗----ūŅĮK│╔ŲĘūįäė(d©░ng)Ž┬┴Ž╣ż╬╗
į┌┤╦╣ż╬╗ī”(du©¼)│╔ŲĘē║┴”▒Ē▀M(j©¼n)ąąŽ┬┴Ž���ĪŻ
13╠¢(h©żo)╣ż╬╗-----CCDÖz£y(c©©)▓╗║ŽĖ±Ž┬┴Ž
į┌┤╦╣ż╬╗ī”(du©¼)CCDÖz£y(c©©)▓╗║ŽĖ±«a(ch©Żn)ŲĘ▀M(j©¼n)ąąŽ┬┴Ž����Ż¼Ųõ╦³╣ż╬╗Ą─▓╗║ŽĖ±ŲĘīó▐D(zhu©Żn)╗žų┴╚╦╣żĘ┼┴Ž╣ż╬╗Ż¼ė╔╚╦╣ż╚Ī│÷����ĪŻ
|
 0574-86175138
0574-86175138